






ZHENHUA საინექციო ჩამოსხმის მანქანა წყლის სასმისის კოვზების დასამზადებლად


| ტექნიკური პარამეტრი | ერთეული | ZH-218T | |||
| A | B | C | |||
| ინექცია ერთეული | ხრახნის დიამეტრი | mm | 45 | 50 | 55 |
| თეორიული ინექციის მოცულობა | OZ | 13.7 | 17 | 20 | |
| ინექციის მოცულობა | g | 317 | 361 | 470 | |
| საინექციო წნევა | მპა | 220 | 180 | 148 | |
| ხრახნიანი როტაციის სიჩქარე | rpm | 0-180 | |||
| დამაგრების განყოფილება
| დამჭერი ძალა | KN | 2180 წ | ||
| ინსულტის გადართვა | mm | 460 | |||
| ჰალსტუხი როდ ინტერვალი | mm | 510*510 | |||
| მაქს.ყალიბის სისქე | mm | 550 | |||
| მინ.ყალიბის სისქე | mm | 220 | |||
| განდევნის ინსულტი | mm | 120 | |||
| ეჟექტორის ძალა | KN | 60 | |||
| Thimble Root ნომერი | ც | 5 | |||
| სხვები
| მაქს.ტუმბოს წნევა | მპა | 16 | ||
| ტუმბოს ძრავის სიმძლავრე | KW | 22 | |||
| ელექტროთერმული სიმძლავრე | KW | 13 | |||
| აპარატის ზომები (L*W*H) | M | 5.4*1.2*1.9 | |||
| აპარატის წონა | T | 7.2 | |||
აქსესუარები, რომელთა დამზადებაც ინექციური ჩამოსხმის მანქანას შეუძლია, მოიცავს, მაგრამ არ შემოიფარგლება შემდეგით:
სკუპის კორპუსი: ეს არის წყლის კაბის ნაჭუჭის ნაწილი, რომლის დამზადებაც შესაძლებელია საინექციო ჩამოსხმის მანქანით შესაბამისი მასალების გამოყენებით.სკუპის კორპუსს, როგორც წესი, აქვს გარკვეული მოხრილი ფორმა და გახსნა, რათა ხელი შეუწყოს ჩამოსხმას და გამოყენებას.
სასმისის სახელური: ჩასმის სახელური არის წყლის კასრის სახელურის ნაწილი, რომელიც გამოიყენება წყლის დასაჭერად და დასასხმელად.სკუპის სახელურებს, როგორც წესი, უნდა ჰქონდეს გარკვეული სიმტკიცე და კომფორტული დაჭერა და შეიძლება დამზადდეს საინექციო ჩამოსხმის მანქანიდან შესაბამისი მასალების გამოყენებით.
ჩასმის თავსახური: ჩასასვლელის სახურავი არის სახურავი ან დალუქვის ნაწილი წყლის კასრის, რომელიც გამოიყენება წყლის სისუფთავის შესანარჩუნებლად და გაჟონვის თავიდან ასაცილებლად.სკუპის ხუფს, როგორც წესი, უნდა ჰქონდეს კარგი დალუქვა და ადვილად გასახსნელი დიზაინი და შეიძლება დამზადდეს საინექციო ჩამოსხმის მანქანით.
ჭუჭყიანი: ამონაყარი არის წყლის ჩასასვლელი, რომლის მეშვეობითაც შესაძლებელია წყლის შეყვანა კაბის სხეულში.ჭავლები, როგორც წესი, უნდა იყოს შესაფერისი ზომის და დიზაინის, რათა ხელი შეუწყოს წყლის შევსებას და წყლის ნაკადის კონტროლს და შეიძლება დამზადდეს ინექციური ჩამოსხმის აპარატის გამოყენებით.
| ჰიდრავლიკური და პნევმატური კომპონენტები: | |||
 |  | ||
| სოლენოიდის სარქველი | იუკენი (ტაივანი) | ნავთობის ტუმბო | სუმიტომო (იაპონია) |
 |  | ||
| ზეთის ძრავა | INTERMOT | ზეთის ბეჭედი | NOK (იაპონია) ან იტალიური ზეთის ბეჭედი |
| ელექტრონული კომპონენტი: | |||
 |  | ||
| კონტროლერი | არკუჩი | სერვო ძრავა | Guilin Stars Technology, ჩინეთი |
| ელექტრონული სახაზავი | GEFRAN/WOOG/იგივე ხარისხის პროდუქტი | გადამყვანი | GEFRAN/იგივე ხარისხის პროდუქტი |
| სიახლოვის შეცვლა | ფორტეკი (ტაივანი) | Ლიმიტი შეცვლა | პიცატო (იტალია) |
| გადართვა | Schneider, Taiwan Shilin, Fuji და სხვა ბრენდის კომპონენტები | ||
| მექანიკური კომპონენტები: | |||
| 1. სფერული გრაფიტის ფოლადი და ზუსტი ჩამოსხმა ხდის ჩამოსხმას შეუვალს |  | 3. ცხიმის ავტომატური შეზეთვის სისტემა (ნაკლები ზეთი, ჭუჭყიანი) | 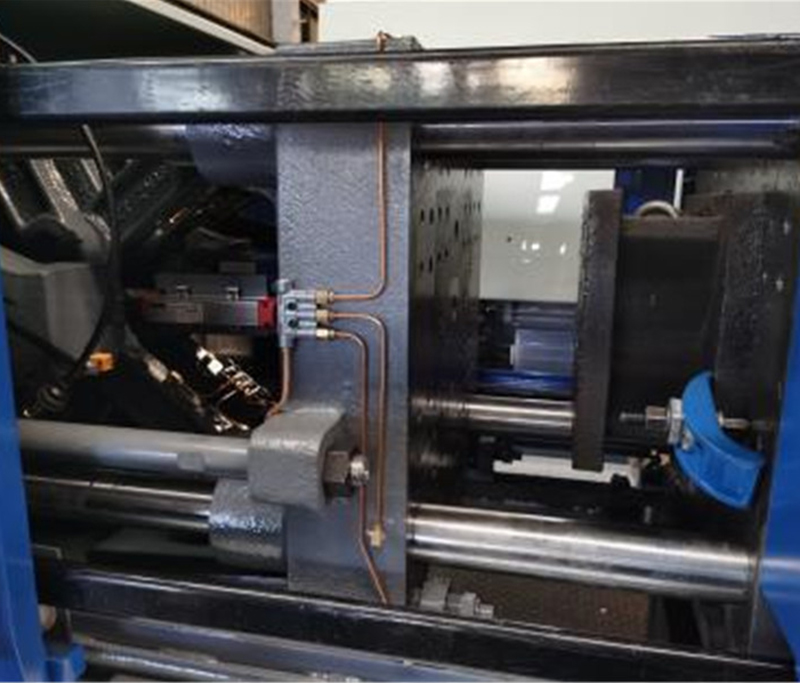 |
| 2. შენადნობი მანქანის ჩამოკიდებული სპილენძის ყდის (ზეთი და აცვიათ წინააღმდეგობა ნაკლები ზეთი) |  | 4. კორინთული სვეტი: დგუშის ღეროზე და გზამკვლევ ღეროზე მაღალი სიხშირის ელექტრული მოპირკეთება (ცვეთა წინააღმდეგობა). |  |
პროდუქტების კატეგორიები
-

ZHENHUA ინექციური ჩამოსხმის მანქანა ქსოვილის ბო...
-

ZHENHUA ინექციური ჩამოსხმის მანქანა აწარმოებს კოსმე...
-

ZHENHUA საინექციო ჩამოსხმის მანქანა ჭერისთვის L...
-

ZHENHUA ორი ფერის/კომპონენტის საინექციო ჩამოსხმა...
-

ZHENHUA ინექციური ჩამოსხმის აპარატის წარმოების მაჯის...
-

ZHENHUA ინექციური ჩამოსხმის მანქანა წარმოება...